Battery cooling and battery water cooling plate
With the in-depth promotion of the national new energy vehicle thermal management, the new energy vehicle industry has attracted more and more attention. As the heart of new energy vehicles, the safety, life, driving range and performance of power batteries have also become the focus of attention of the majority of users. In order to improve the performance of batteries, extend the CFD calculation life, increase the driving range of vehicles, and prevent safety accidents of power batteries, the operating temperature of the battery has become one of the key factors.

Among all battery cooling solutions, liquid cooling has become the mainstream cooling method that surpasses air cooling and phase change cooling due to its large specific heat capacity and high heat transfer coefficient. The heat generated by the power battery during operation is transferred through the contact between the electronic components and the surface of the plate-shaped aluminum device, and is eventually carried away by the coolant in the flow channel inside the device plate. This plate-shaped aluminum device is the water cooling plate.
The design and layout of the water cooling plate are also varied, mainly determined by the type of battery and the overall layout of the battery system. In addition, in order to ensure the temperature uniformity of the large-energy battery pack, the entire thermal management system basically adopts a multi-parallel branch design. The longer the cooling channel, the more difficult it is to control the temperature uniformity.
Process changes of battery water cooling plate
Electric vehicles have evolved from the early conversion of ordinary oil to electricity to the optimization of battery PACK solutions under the requirement of cost reduction, and the water cooling plate process route has also undergone changes.
1. First-generation product - extruded aluminum water-cooling plate
The material of the profile water-cooling plate is 6 series aluminum profile with a thickness of about 2mm. There is no need to use a suspension design. VDA modules are directly stacked on top, with 3-4 modules placed on each block. The water flow channel can also be integrated into the bottom of the box. All modules are stacked on the water-cooling plate, and the strength is obvious.
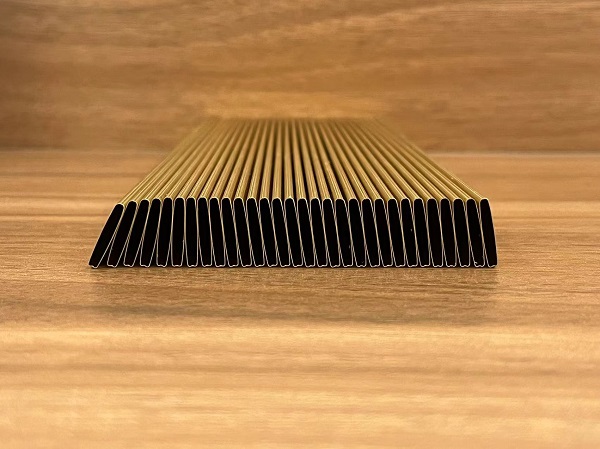
2. The performance of the second-generation product-the performance of the small stamping board and the piano tube water cooling board will affect the performance of the power battery, which directly affects the battery life of electric vehicles. Several plates of aluminum water and cold boards are more than ten or twenty kilograms of fluid limited to the battery play, so they are directly entered into the cold palace. The stage. In fact, the welding process is widely used in the automotive industry. The front -end heat sink, condenser and plate heat exchanger of the car are used. Generally, the 3 series aluminum is painted on the welded position and then excessively high temperature (about 600 ° C) welding furnace melted welded, so the work process is relatively simple. Use the same process, but the application is different. The stamping board must first stamped a piece of design. The depth of the runner is generally 2-3.5mm. Welded with another tablet with another tablet. The cross-section of the harmonica tube flow channel is similar to the shape of a harmonica tube, with collectors at both ends acting as confluences, so the internal flow direction can only be straight and cannot be designed arbitrarily like a stamped plate, and has certain limitations.
3. Third-generation products - liquid cooling plate integration and integration
As the energy density of a single battery cell reaches a certain bottleneck, the energy density of the entire package can only be increased by increasing the PACK grouping rate. In order to cram more batteries into the battery pack, the module is getting bigger and bigger, and even the concept of the module is cancelled, and the batteries are directly piled on the box, which is CTP. At the same time, the battery water cooling plate is also developing in the direction of a large board, either integrated into the box or module, or made into a large stamped plate flat on the bottom of the box or covering the top of the battery cell.
Among the three types, the functional complexity of the stamped plate type liquid cooling plate will be higher, because the stamping and welding requirements involved are very demanding. At the same time, no matter what kind of battery water cooling plate manufacturing process is used, welding is a very important process. Nowadays, the welding processing technology of water cooling plates is mainly divided into three categories: energized diffusion bonding, vacuum brazing and stir friction welding. Vacuum brazing liquid cooling plates have the characteristics of flexible design structure and high welding efficiency, so they are widely used in the field of electric vehicles.
At present, with the gradual diversification of the structure of liquid cooling plates, the requirements for welding processes are getting higher and higher, and welding is also developing in the following 6 directions: 1) Improve welding energy efficiency, increase welding productivity and reduce welding costs; 2) Improve the mechanization and automation level of the preparation workshop and improve the stability of welding quality; 3) Automate the welding process, improve the welding production environment, and solve the harsh working conditions; 4) The development of emerging industries continues to promote the advancement of welding technology; 5) The research and development of heat sources cannot be ignored; 6) Energy-saving technology is a common concern. In summary, this also puts higher requirements on the research and development and production of welding equipment.